


凯恩利机械一条龙服务-cnc数控机床报价-cnc数控机床
中山市凯恩利机械设备有限公司
- 经营模式:生产加工
- 地址:中山市黄圃镇吴栏村乌珠山工业区(导航:吴栏村委会)
- 主营:CNC数控车床,CNC加工中心,CNC钻攻中心,CNC雕铣机
- 产品详情
- 联系方式
凯恩利机械一条龙服务-cnc数控机床报价-cnc数控机床 :
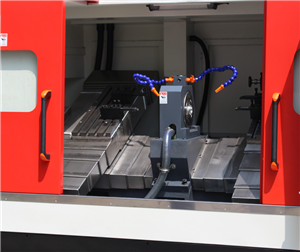
CNC数控车床,东莞数控车床,深圳数控车床 车铣复合机的特点是什么? CNC数控车床磨刀的注意事项
1.车铣复合加工中心使用高精度内藏式主轴;

2.自由移动式操作面板提高作业效率;
3.机型主要大批量生产各种小零件及复杂零件高速加工,多样化加工;
4.特别是细长复杂工序可一次性加工成型.可配置自动送料装置提高效率;
5.材料明细:切削,铜,铁,铝合金,不锈钢,铁弗龙等材质.
1.CNC数控车床磨刀具前,应首先检查砂轮有无裂纹,砂轮轴螺母是否拧紧,并经试转后使用,以免砂轮碎裂或飞出伤人。 2.磨刀具不能用力过大,否则会使手打滑而触及砂轮面,造成工伤事故。 3.磨刀时应戴防护眼镜,以免砂砾和铁屑飞入眼中。 4.CNC数控车床磨刀时不要正对砂轮的旋转方向站立,以防意外。 5.磨小刀头时,必须把小刀头装入刀杆上。 6.CNC数控车床厂家分析,砂轮支架与砂轮的间隙不得大于3mm,入发现过大,应调整适当。 CNC数控车床磨刀的注意事项
CNC数控车床磨刀的注意事项
1.CNC数控车床磨刀具前,应首先检查砂轮有无裂纹,砂轮轴螺母是否拧紧,并经试转后使用,以免砂轮碎裂或飞出伤人。 2.磨刀具不能用力过大,否则会使手打滑而触及砂轮面,造成工伤事故。 3.磨刀时应戴防护眼镜,以免砂砾和铁屑飞入眼中。 4.CNC数控车床磨刀时不要正对砂轮的旋转方向站立,以防意外。 5.磨小刀头时,必须把小刀头装入刀杆上。 6.CNC数控车床厂家分析,砂轮支架与砂轮的间隙不得大于3mm,入发现过大,应调整适当。




机床行业国际化发展的五大误区解析
据了解,近年来国际化发展已成为各行各业的发展目标,机床行业也不例外,在冲击国际化发展道路中,机械行业容易陷入误区之中。机床是工业生产的母机,大连机床、沈阳机床、大光长荣等企业作为数控机床行业的知名企业,也应当规避风险,以免走入生产误区。
误区一:国际化必须从营销开始。企业不仅需要从产品营销、服务输出开始,更需要吸入国外先进的创新技术、国际化管理经验等等。
误区二:国际化比国内更重要。机床企业不能为了繁荣国际市场而忽略了国内市场。中国机床企业本土市场尚未真正打赢,这是国际化经营的大障碍。
误区三:并购是国际化极佳路径。合适的国际并购如果操作运行得当,可能是发挥优势互补,取长补短取得双赢的一种可行途径。不过,跨国并购其中也隐藏着巨大的风险,尤其是并购后的整合风险。
误区四:追求经营全盘国际化。机床企业在起步阶段,立足核心资源和比较优势开展国际化业务,进而不断拓展和延长产业链、提高综合竞争能力,由专业化经营向综合化经营方向发展,由单一产品服务提供商向综合产品服务提供商转变。
误区五:国际品牌中国化,或者中国品牌国际化。有三种情况要注意:第NO2,急于品牌置换,即在并购后急于贴上中国“品牌”;第二,急于创新境外品牌,对境外品牌进行中国化改造,缺乏合理的过渡空间;第三,认为中国名牌或中国商标就是全球品牌。
CNC数控车床编程里的每个字母分别代表什么?
G0 快速定位,刀架以快速度移动,该速度是参数中设置的,面板上快速倍率也可以调。
G1 直线进给,车平面,外圆,斜度都用到G1。
G2和G3为顺、逆圆进给,不同的系统对其定义可能相反。
G4 延时执行,它的参数D指定延时的秒数,但有些系统参数不一定是D表示。
G50 设置工件座标系
G92 螺纹切削循环
(G98 每分钟进给 G99 每转进给)主要用于私服电机的车床。
M3 主轴正转
M4 主轴反转
M5 停主轴
M0 机械准停,只停止刀架的信号
M8 开冷却液
M9 关冷却液
M98 调用子程序
M99 子程序结束
M2 程序结束,程序回到开头,但不关闭主轴等
M30 程序结束,并关闭主轴、冷却液等,程序回到开头
X(U),Z(W)均指代终点座标
一开始学只要记些简单的指令就行了,实践出真知,自己多编编,坚持独立操作,很容易学的。
-

-
-
温先生先生

- 手机:13929480028
-
温先生先生

